





Die Spritzeinheit von REP im Fokus
 Der starke Punkt der Einspritztechnik von REP: Es gibt keinen schwachen Punkt.
Der starke Punkt der Einspritztechnik von REP: Es gibt keinen schwachen Punkt.
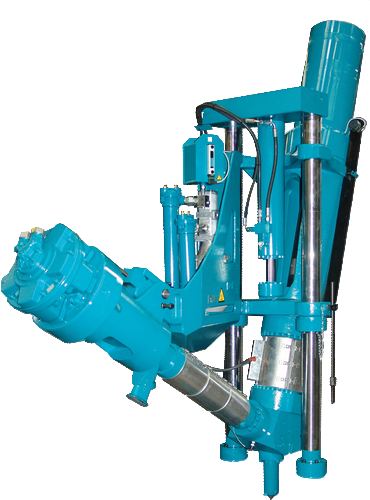
Das einzigartige Design der patentierten Spritzeinheit von REP ermöglicht den Materialeinzug und das Einspritzen von Elastomeren in einem Viskositäts- und Härtebereich jenseits jeglicher Konkurrenz auf dem Markt.
Was sagt der Fachmann dazu

Bei der Y-förmigen Bauweise handelt es sich um ein bewährtes Prinzip. Die Trennung der Funktionen Plastifizierung und Einspritzen in Verbindung mit dem Temperaturregelungssystem verleiht der Spritzeinheit insgesamt eine unübertroffene Genauigkeit und Regelmäßigkeit im Einspritzprozess von Elastomeren.
Die REP-Spritzgusstechnologie mit Trennung der Funktionen Plastifizierung und Spritzgießen erlaubt bei gleichem Volumen einen um 25 % reduzierten Spritzkolbendurchmesser im Vergleich zur FIFO-Technologie. Bei gleichem Spritzvolumen ist die REP-Einspritzeinheit doppelt so präzise wie die FIFO-Einspritzeinheit. Die Dosiergenauigkeit kann weitgehend verbessert werden durch die Programmierung der Schneckenverlangsamung vor Erreichen des Sollwertes am Ende des Dosiervorgangs.Laurent TERRIER, Direktor für Produkt- und Serviceentwicklung
Vom Einzug zum Einspritzen, die richtige Antwort auf jeden Schlüsselpunkt
Einzelheiten zu der Grundlage der Einspritztechnik, siehe Tutorial REP
Bandrisse vermeiden, heißt Produktionsunterbrechungen vermeiden.
 Einzug: Einzugskammer mit Einziehbuchse.
Einzug: Einzugskammer mit Einziehbuchse.
Schrittweises Anfahren und Anhalten der Schnecke, um Bandrisse zu vermeiden.
Eine Temperaturüberwachung in allen Bereichen heißt die Qualität der Spritzteile gewährleisten.

Eine Temperaturüberwachung in allen Bereichen heißt die Qualität der Spritzteile gewährleisten.
Mischungsfühler am Austritt der Schecke, um die Eigenerhitzung unter Kontrolle zu halten.
Die Mischung auf die ideale Temperatur bringen, heißt verkürzte Zykluszeiten.
 Ein auf der Spritzeinheit angebrachter Temperaturregler mit zwei kurzen und unabhängigen Schaltkreisen ermöglicht es bei kurzen Antwortzeiten, die Temperatur gleichmäßig zu verteilen und eine präzise Temperaturregelung sicherzustellen.
Ein auf der Spritzeinheit angebrachter Temperaturregler mit zwei kurzen und unabhängigen Schaltkreisen ermöglicht es bei kurzen Antwortzeiten, die Temperatur gleichmäßig zu verteilen und eine präzise Temperaturregelung sicherzustellen.
Eine lückenlose Beherrschung der Dosierung heißt Mischungsverlust und Werkstücksentgratung vermeiden.
 Ein Rückschlagventil mit geringem, konstantem Weg und vollkommen dicht sichert die Dosiergenauigkeit.
Ein Rückschlagventil mit geringem, konstantem Weg und vollkommen dicht sichert die Dosiergenauigkeit.
Reduzierte Mischungsflussbeanspruchung heißt Mischungsveränderungen und -stagnation vermeiden.
 Dank der Ventilform wird die Formmasse bei jedem Zyklus ausgeschleust und ganz erneuert. Durch den direkten Einspritzkanal werden Druckverluste reduziert.
Dank der Ventilform wird die Formmasse bei jedem Zyklus ausgeschleust und ganz erneuert. Durch den direkten Einspritzkanal werden Druckverluste reduziert.
Ein leichter Ausbau der Schnecke heißt zeitsparende Säuberung.
 Beim Verarbeiten von Mischungen unterschiedlicher Viskosität ermöglicht das Schnecken-Abkopplungssystem eine schnelle Säuberung der Schnecke und des Rückschlagventilbereichs.
Beim Verarbeiten von Mischungen unterschiedlicher Viskosität ermöglicht das Schnecken-Abkopplungssystem eine schnelle Säuberung der Schnecke und des Rückschlagventilbereichs.
Kontrollierte Ausdehnung heißt verlängerte Lebensdauer.
 Die „frei“ montierte Gusstraverse auf Schneckenseite absorbiert Wärmeausdehnungen, und die vorgesehenen Einstellringe ermöglichen eine genaue Zentrierung der Spritzeinheit.
Die „frei“ montierte Gusstraverse auf Schneckenseite absorbiert Wärmeausdehnungen, und die vorgesehenen Einstellringe ermöglichen eine genaue Zentrierung der Spritzeinheit.
Anpassung an Sonderfälle heißt Zugang zu allen Produktionsprozessen.
 In Sonderfällen können Spritzeinheiten entwickelt werden, mit denen es möglich ist, dank eines 30-Liter Silikonstopfers dickflüssiges oder flüssiges Silikon und thermoplastische Elastomere einzuspritzen.
In Sonderfällen können Spritzeinheiten entwickelt werden, mit denen es möglich ist, dank eines 30-Liter Silikonstopfers dickflüssiges oder flüssiges Silikon und thermoplastische Elastomere einzuspritzen.
